
Put a Jumper Wire Between Wires J1-3 and J1-4
Overview/Background Information
What Steps Have I Already Taken?
Before You Begin
If you haven't yet done so:
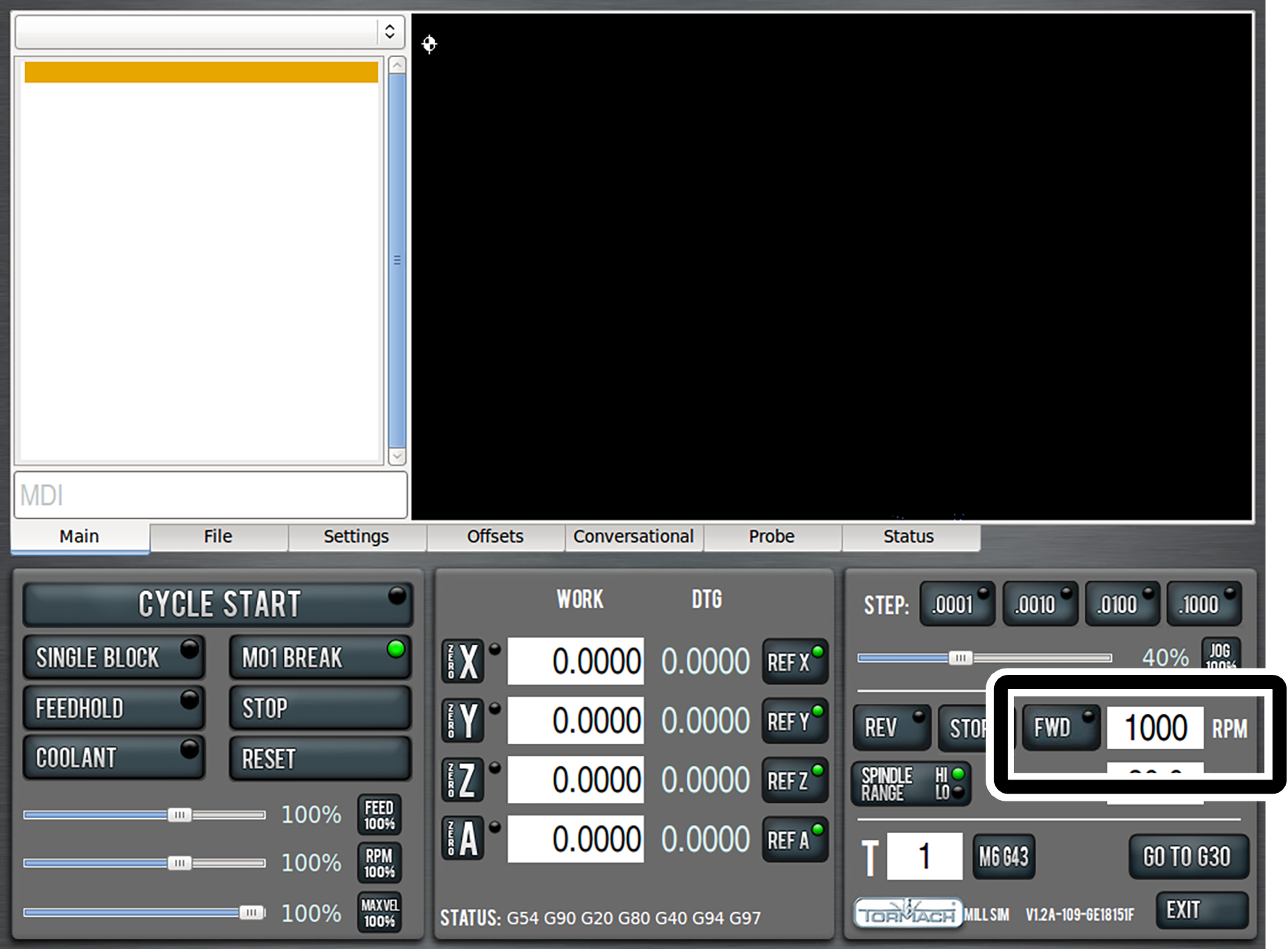
- From the PathPilot® interface, in the RPM DRO field, type 1000 and press ENTER on the keyboard.
-
Click FWD.

-
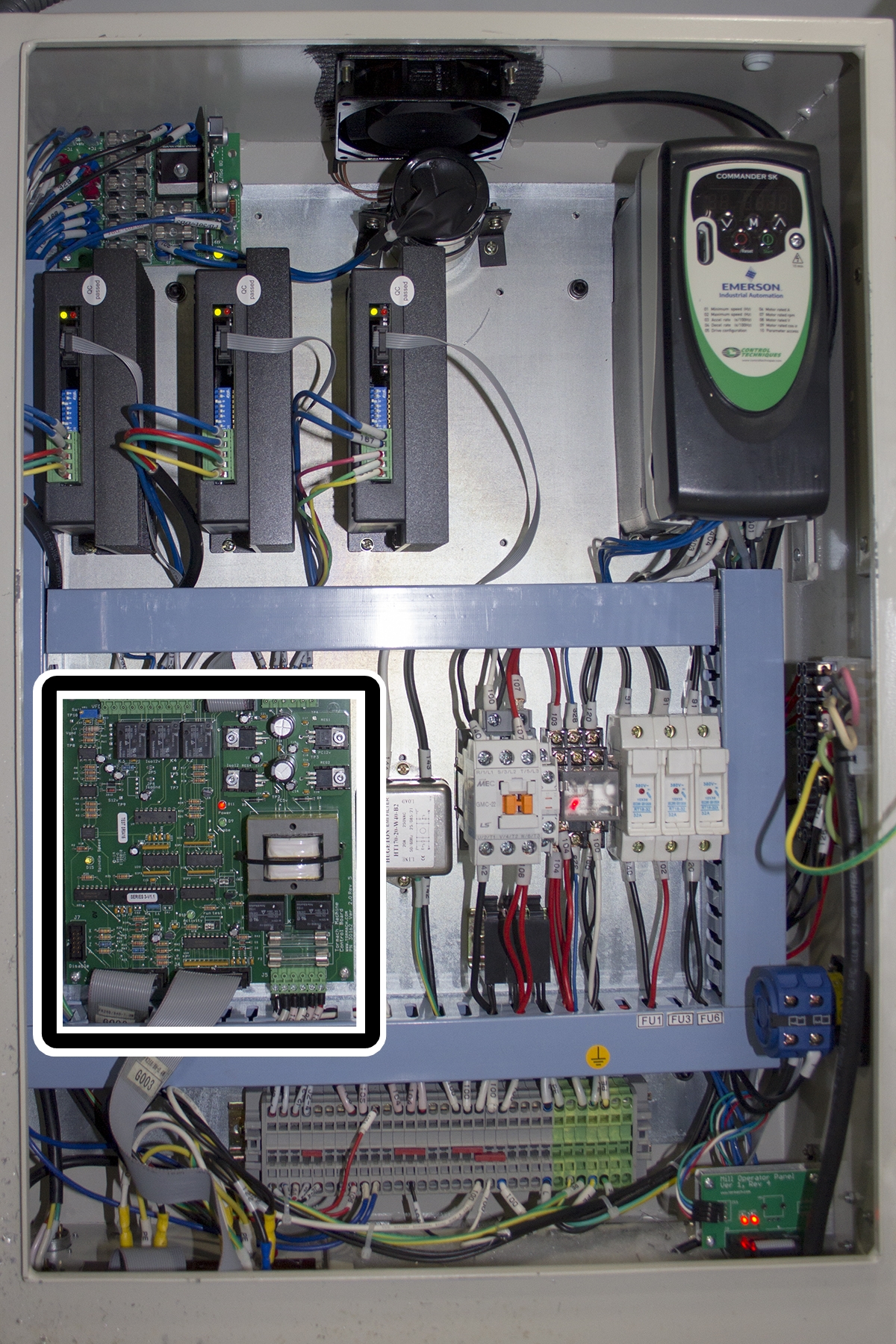
Open the electrical cabinet door.
WARNING! Electrocution Hazard: When servicing the machine from inside the electrical cabinet, always use caution. Points in the electrical cabinet have high voltages that can electrocute or shock you. Even after you've powered off the machine, electronic devices in the electrical cabinet may retain dangerous electrical voltages. Only qualified electrical machinery technicians should perform maintenance or troubleshooting procedures inside the electrical cabinet while power is still on.
-
Locate the Machine Control Board.

Troubleshooting Steps
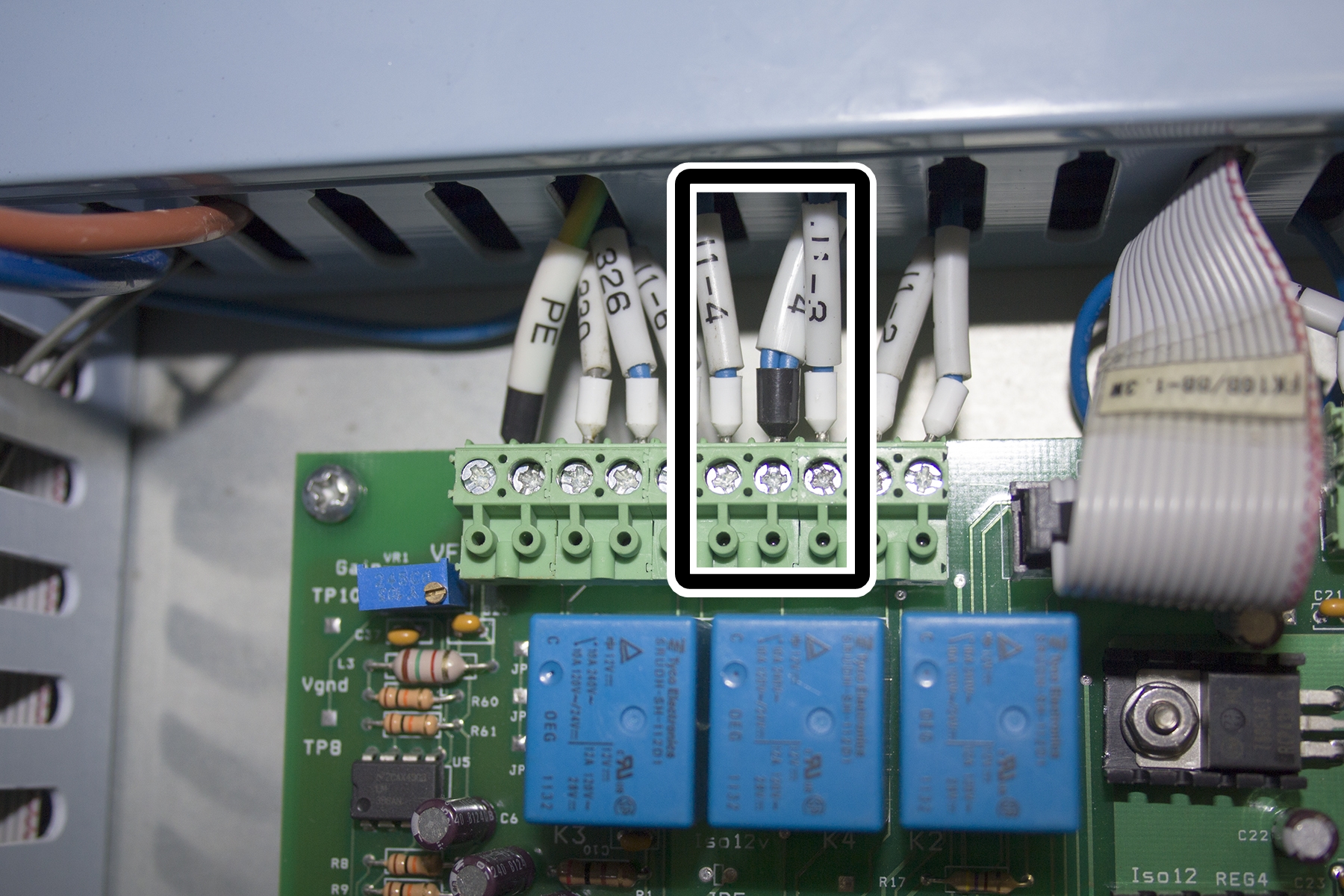
-
Locate wires J1-3 and J1-4.

-
Put a jumper wire between wires J1-3 and J1-4. You can use any small length of wire as a jumper wire.



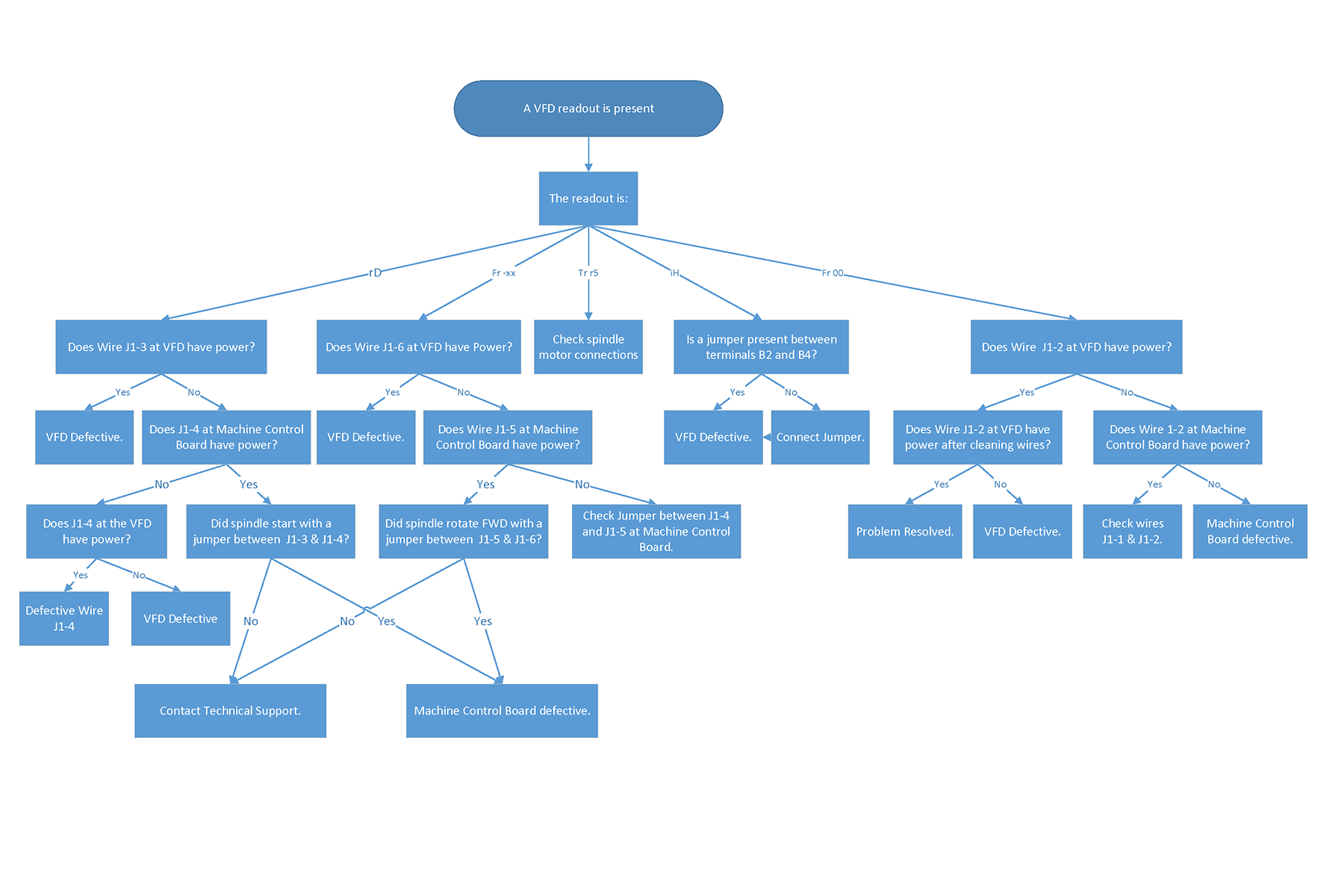
Did the spindle start?
- Yes: This means that the Machine Control Board is defective and must be replaced. Tormach Technical Support for guidance on how to proceed.
- No: Tormach Technical Support for guidance on how to proceed.